
کیاتازہ ترین IEC62660-3 میں نیا ہے۔
IEC 62660-3:2022 مندرجہ ذیل ورژن 2014 سے مختلف ہوتا ہے۔ تبدیلی کی وجوہات کے کالم کا اندازہ ہمارے اصل کام سے لگایا گیا ہے، جو حوالہ کے طور پر قابل قدر ہو سکتا ہے۔
نئے اندرونی تجزیہ پر تفصیلی تجزیہ
نئے ورژن میں ایک نئے جبری داخلی شارٹنگ ٹیسٹ کا ذکر ہے۔ نیا طریقہ یہ ہے کہ پرت 1 اور 2 شارٹنگ میں مثبت اور منفی ٹیبز بنانے کے لیے گھس کر اندرونی شارٹنگ کو متحرک کیا جائے۔ طریقہ کار درج ذیل ہے:
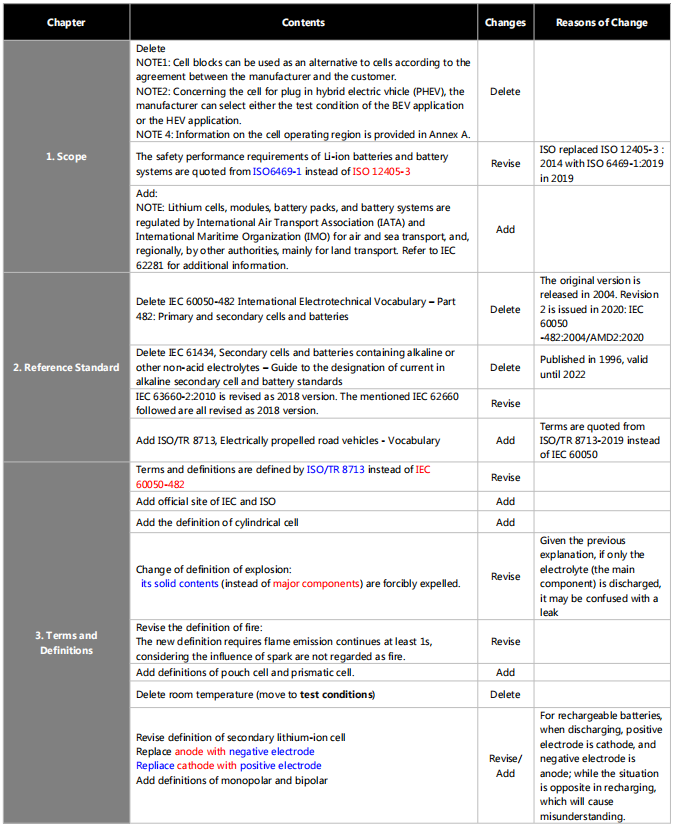
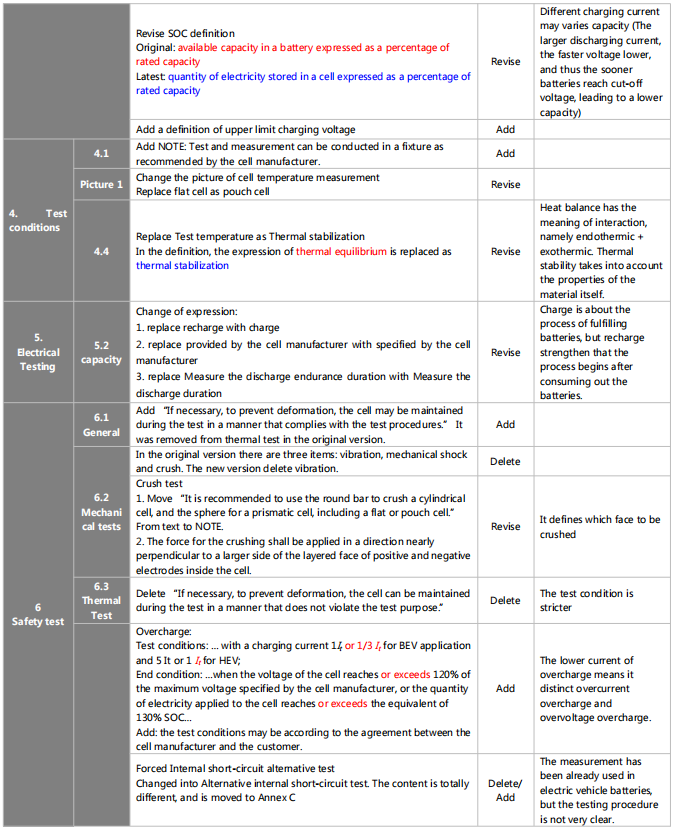
1. سیل کی تیاری: سب سے بڑے چہرے کے بیچ میں ایک سوراخ کریں (جیسا کہ نیچے دیے گئے اعداد و شمار) یا سوراخ کرنے کے لیے تیار کرتے وقت ایک سوراخ محفوظ کریں۔
2. سیل کی درستگی: مکمل چارج ہونے کے بعد، ٹیسٹنگ ٹولز میں سیل کو ٹھیک کریں۔ سیل کو ٹیسٹ بینچ سے برقی طور پر الگ کر دیا جائے گا۔ سیل اور انڈینٹر کھڑے محور کے ساتھ حرکت کریں گے۔ انڈینٹیشن پوزیشن وہی ہو گی جیسا کہ جبری اندرونی شارٹنگ میں بیان کیا گیا ہے۔
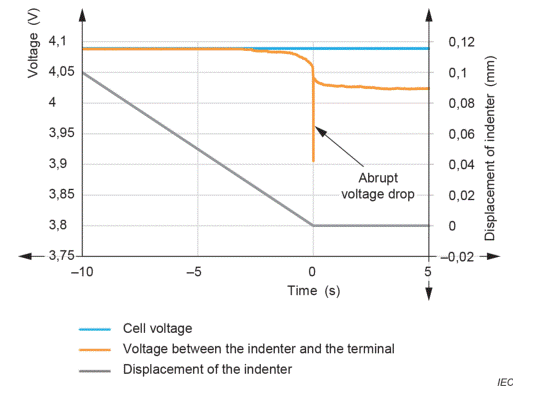
3. مانیٹرنگ لائن کو جوڑنا: سیل کی سطح پر درجہ حرارت کی نگرانی کی لائن، سیل کا وولٹیج، سیل منفی ٹرمینل کا وولٹیج اور انٹینڈر (وولٹیج کو کم از کم 1000Hz کے نمونے کی شرح کے ساتھ ریکارڈ کیا جائے گا)؛
4. 0.01mm/s کی مستقل رفتار کے ساتھ سیل پر انٹینڈر کو دبائیں۔ اگر ایک یا دو پرتوں والا اندرونی شارٹ سرکٹ حاصل کیا جا سکتا ہے تو پریس کی رفتار 0.01mm/s سے زیادہ ہو سکتی ہے۔ جب وولٹیج میں اچانک گراوٹ کا پتہ چل جائے تو پریس کو روک دیا جانا چاہیے، اور انٹینڈر کو سیل سے نکال کر پریس کو چھوڑ دینا چاہیے۔
5. مشاہدہ کریں: دبانے کے بعد، سیل کو 1 گھنٹے تک دیکھا جائے گا۔ مطلوبہ سٹاپ پر اپنی جگہ پر رہے گا، اور مشاہدے کی مدت سمیت ٹیسٹ کے اختتام تک X، Y اور Z سمتوں میں ± 0.02mm کے اندر مستحکم رکھا جائے گا۔
6. نوٹ: مشاہدے کے اختتام کے بعد، چھوٹی تہوں کی تعداد کو چیک کرنے کے لیے سیل کو الگ کیا جا سکتا ہے۔
MCM نوٹس:
1. نئے معیاری ISO 6469 میں ISO 12405-3 کے بجائے حوالہ دیا گیا ہے۔ وجہ یہ ہے کہ ISO نے سرکاری طور پر ISO 12405-3 کو ISO 6469 سے تبدیل کر دیا ہے۔ اسی دوران ISO 12405-4 نے ISO 12405-1 اور ISO 12405-2 کی جگہ لے لی ہے۔ ISO 12405-1/-2/-3 پر درخواست دیتے وقت مینوفیکچررز اس صورتحال پر غور کر سکتے ہیں۔
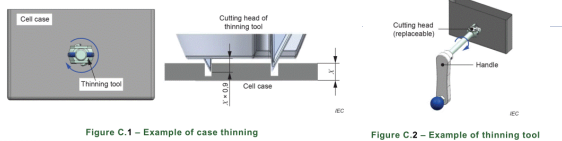
2. نئی جبری داخلی شارٹنگ میں دو مشکلات ہیں۔ ایک سوراخ میں گھسنا ہے اگر پیداوار کے دوران کوئی سوراخ محفوظ نہ ہو۔ لہذا مینوفیکچررز ٹیسٹ کی تیاری کے لیے ایک سوراخ محفوظ کرنے پر غور کر سکتے ہیں۔ دوسرا مانیٹرنگ ہے۔ معیار کو کم از کم 1000Hz ریٹیڈ ریکارڈنگ کی ضرورت ہے۔ ریکارڈنگ کی فریکوئنسی جتنی زیادہ ہوگی، ریکارڈ اتنا ہی درست ہوگا۔ لہذا ہم ایک تیز ریکارڈنگ استعمال کرنے کا مشورہ دیتے ہیں۔ تاہم بہت سے گھسنے والے آلات مطابقت پذیر وولٹیج ریکارڈنگ کی حمایت نہیں کرتے ہیں۔ نئے آلات یا نئے کنٹرول پروگرام کی ضرورت ہے۔
3. MCM کو پہلے ہی اس قسم کی زبردستی اندرونی کمی کا تجربہ ہے۔ ہم یہ ٹیسٹنگ سروس فراہم کر سکتے ہیں۔
پوسٹ ٹائم: جولائی 05-2022